����1��������
�������xɢ����I��܇�g���IӋ���г����õķ��������ŷ������ŷ���ƽ���Ůa����ƫ�÷������w����,�@Щ�����m�����Ⱥ���_�����aƷ�㲿�����x�Դ�����I�����С������켈��I�ǵ��͵�������I,����ӆ�Δ����ࡢ�Ñ�Ҫ��Ľ�؛�ڶ̵����c,�������Ļ�ǡ����Ӌ�����a�������H������켈��I�\����ƿ�i,��������YԴ����Դ�����������M����������ᘌ���ǰ���켈���a���c,�����������ݹ���朵�˼·�OӋ��ϵ�y������ģ��,�������z���㷨�鼈���и���㷨,���ø����ܷ������˵Ŀ����\������Ӌ���aƷ�и������⡣
����2���켈�Ůaϵ�y�Y��
����2.1������ģ��
������������M�켈��I�Ԅӻ�ˮƽ�^��,ͨ�^���a������Ϣϵ�y���ձ錍�F��Ȼ������·ݵ����aӋ������,����m��A.Ahlstr��˾��Varkaus���S�е�ȫ�SӋ��Cϵ�y����ȫ�S���A�㾎�ơ����a�΄յİ��š����aӋ�����ƶ��͙z��ȹ���;�����ȵ��켈���a������������Ǹ�����I��ӆ�Δ����ͽ�؛�r�g���Ⱥ������M���˹��������a,���y�m���Ј������׃�����c�ͽ������ٹ�؛ϵ�y��������I����朹��������aӋ���OӋ˼��,�Y�τӑB������,����������켈��I���Ј�����׃���������ԺͿ��ٷ���,ʹ�켈��I���a�M����������,���ͼ����aƷ��Ʒ���^���еďU������ͨ�^���F�д����켈��I���ŮaӋ���M���{��,������������һ���ӆ�εĄӑB�Ůaϵ�yӋ��ģ��,��D1��ʾ��
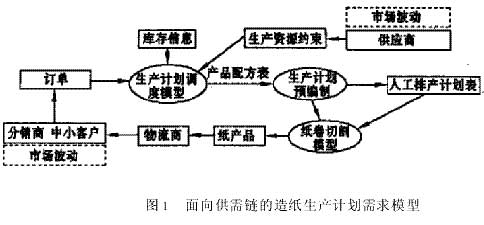
�����ڈD1��,�����켈�Ůaϵ�y���Կ͑���ӆ�Ξ�Դ�^��,���`���ط����Ј�������׃��,���ϵ�y�ĄӑB�����ԡ�������朵��켈ӆ�ΰ������aƷ���������r��؛���c�����ʽ���p��؟�μ��x��,�֞�_����ӆ�κ��A�y��ӆ�Ρ��_����ӆ����ָӆ�ε������@Щ�Ŀ����_��,����ӆ���ݵ�׃�����^С��]��,ӆ�Έ��е�Ч���^��;�A�y��ӆ����ָ�@Щ�����Ŀ���_��,��һ���ĸ������P,���a�YԴ�s������ܵ�����������Ӱ�Ҳ�����ӆ�ε���r�������Ϣ�������_����,���Ǟ��ˑ���ӆ�ε�׃��,��Ҫ����һ���Ď���۷e,�������aӋ���{��ģ����Ҫ���]���@Щ����,ҲҪ���]�͑��Ј���؛�Ј�������׃��,���CӋ���aƷ���������N���Ј����H�����^Ӌ��C��Ϣϵ�y���{���㷨����Եõ��������a�Ľ��hӋ����,���Խ�Ӌ���ˆT���r�{�����в�ͬҎ��ȼ��ļ��aƷ����,����ֱ�ӽ��^���a���ܵČ����_�J,�õ����NҎ��aƷ��Ԕ���aƷ�䷽��,�M�뼈�����и��㷨���̡�
����2.2�����a�{��ģ��
�����켈���aӋ���{���в�������Ӌ���������,���Ȍ��r�g���֞�_���������L��,���¡��낀�¡�Ѯ���ܵ�,�����������ڿ�ȃ��M�������ļ����aƷ���a����Ӌ��,�����ÄӑB�����ڝL�ӷ�ʽ,�F����ׂ����aӋ���{���е�Ӌ��׃�����¡�
����(1)����ӆ�Δ�P(i,j)��ָ�͑�Ҫ��؛�ڞ�ԓ���ڃȵ�ij���r�g�c,ÿ�NҎ��Ʒ�N�����_����ӆُ����,������]�Ј���ij�NҎ��aƷ��������������,�t��i+1�����ڵ�ӆ�Δ���Ҳ�����m�����ϵ�i�����ڵ��A�y��ӆ�Δ�,�@���ڰ��Ō��H���a�r�����ڵ��L�U�l��������ԭ�ϲ�ُ����
����(2)��ȫ�����F1(i,j)�����ڌ��H�����F2(i,j)�����ڿ��Î����F3(i,j)����ȫ�������ָ���˱�����F���a�ͽ��I���F�g������ֵ�һ�������,�_����ȫ��������Բ��ýyӋ�����ķ���;���ڌ��H�������ָ�ڵ�i�����ڳ��ĵ�j�NҎ���H���aƷ��؛��;���ڿ��Î������ָ��i�������ڳ����۳���i-1�����ڑ��lδ�l�Ĕ����Ϳ۳���ȫ�������Ď������
����(3)����δ��Ӌ����Q(i,j)����i-1������δ������Ůa�Ĕ���Q(i,j)���L���i�������M�а����µ����aӋ����
���������͑���ӆ��Ҫ��,��j�NҎ��ļ��aƷҪ���ڵ�i�����ڃȵĕr�g�c��؛,��i�����ڵ����aӋ���΄՞�:��(i,j)=P(i,j)+Q(i,j)-F3(ij),����ԓ���aӋ��ģ�͵��{�ȷ������F�е�ӆ�κ͎����Ϣ�M��̎����,߀Ҫ���]�F�еĹ�؛�YԴ�s��,��ij�NҎ��ĮaƷ�o���M�����a,��Ҫ�ij����aƷ�䷽��p�����ļ��aƷ�������M���{��,�a���A�������aӋ����
����3�������z���㷨�ļ����и��㷨
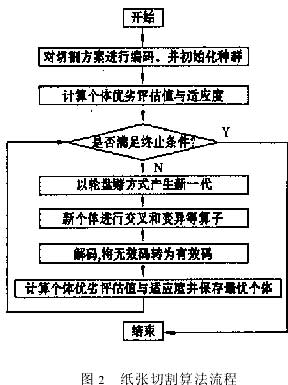
����3.1�����}�����c�㷨���̌��H�еļ������a�������}����������:�����{�������ʽ���aӋ��,Ҫ�����a���ȷքe��̣�(��=1,2,��,j-1,j)��j�N��ͬҎ��ļ���,����ÿ�NҎ�������������,���aԓ��������Ҫ�и����Ȟ��(����5.0��5.3��֮�g)��ԭ����,�@�ж�N�M���и��,ÿһ�N�и����,���Ԙ������¾��:

��������P��j��ʾ�ڵڣԭ���������aҎ���̖��j���¼��픵��ԓģ��Ŀ�����ҵ�һ�N�и��ʹ��ԭ�����픵�����i��,�����z���㷨���ԓģ�͵��㷨������D2��ʾ��
����3.2��Ⱦɫ�w���a
�������и�ξ����r�ж�N�и��,���и��¼�����Ҏ��׃��,�t�и���¾픵Ҳ��׃��,����һ���и���ɶ����и���M�ɡ����@�N�и���M�о�̖��1��9,A��Z,A��Z�Ȕ��ֺ���ĸ,�γ��и�����x��,�����и����̖��ԓ����ʹ���l�ȁ��M�ɿ�׃�L���a,��ij���a��AA8�����ʾ�÷���A�и�ԭ����2��,�÷���8�и�ԭ����1��,�÷������и�ԭ����3����
����3.3����ʼȺ�w�x��
������ʼȺ�w���x����Ҫ�S�C�x��һ����ʼ������M�����a��Ҏ��͔���Ҫ��,���þ�����������:
�����ٰ�����ȫ�и�ԭ�t�xȡij�NҎ��M��һ��ԭ�������и�;
������Ӌ��߀��Ҫ�и�ĸ��NҎ�픵��;
�������x��ʣ��Ҫ���a��Ҏ��M�������и�;
�����������Ҫ���a��Ҏ����ѽ����x��,�t�˳�,��t���آ��^�mѭ�h��
�����������Y����yӋԓ��ʼ���������õ��и�����M���������a��
����3.4���m��ֵ����
�������ھ��a��λ�������и�ԭ�����ľ픵,�����ژ����m��ֵ�����r����Ⱥ�w���xȡ���λ���Ă��w,�O��̣�A��,L��ij���w��λ��,�tԓ���w�m���Ⱥ����ͱ�ʾ��:f(��)=Lmax-L,��Ŀ�˺���һ��.
����3.5����������
�������x��:�����m����ֵ��݆�PـҎ�t�Į�ǰȺ�w���x����һ��Ⱥ�w;�ڽ���:�x���S�C�x���c,�ڃɂ����w�g�M���Дཻ��ƴ���γ����w;��׃��:��һ���OС����P��,��λ׃��,ͨ�^�S�C�xȡһ�и����̖���ԭ����̖��
����3.6��Ⱦɫ�w��a
�����ڮa�����w�^���Ќ��a���S���oЧ�a,������Ҫ���oЧ�a�D������Ч�a,���ò��E:���ȸ������w���aӋ�����Ҏ���H���и��¼��픵��;�ڸ�Ҏ�����a����ͬԓҎ������Ĕ������^,Ӌ�����Ҏ����^ʣ����ȱ�ٔ�,�����^ʣ�tȥ����������Ӌ��;���a���Ҏ��ȱ�ٔ�,�xȡ�µ��и����ʹ�ÿ�ԭ�픵���١�
����4��ϵ�y��ʩ
�����ڌ��H������,ԓ���aӋ����Ϣϵ�y����ɽ�켈����˾(���Q�༈)��IERPϵ�y����ϵ�y,ȫ�S�ľC�Ϲ�������ؔ�չ���ϵ�y��ľ�Ĺ���ϵ�y����������ϵ�y�����a�yӋϵ�y���N�۹���ϵ�y�����aӋ��ϵ�y,�ṩ���켈�ИI�Ĺ���朼��ɺͽӿڡ����aӋ��ϵ�y�������aӋ�������O��(����Ӌ�����ڡ��aƷҎ���C���ȵ��O��)��ӆ�ν��պ��x�����ӆ�αO�ء����z��c���������h����Ӌ����Ӌ�������������и���aӋ����ɱO�ص�ģ�K,Ҋ�D3��
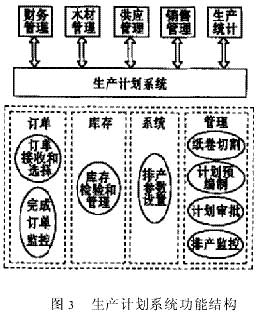
����ϵ�y�������ӵ��_�l�ܘ�,ͬ�����_�l��Ⱦ��кܴ�ă���,�����ˑ��÷�����,�����͑��ˡ����÷������������������������,�͑��˳����ṩ�˙C����;���ó�����������b����߉Ҏ�t���㷨ģ��;��������������F������ȡ���S�o���ڑ��÷������˷��b��ϵ�y�����a�{���㷨�������и��㷨�ͱO�ع���߉�㷨;�͑����˙C����͑��÷���������Delphi6�_�l�h��,�����惦�;S�o����MicrosoftSQLServer7���������ϵ�y�����ӽY�����a�˃ɌӽY����Ч�ʡ���ȫ�����ϵ��S���,��ʹ��ϵ�y���и�������Ժ���չ��,�����㷨ģ�͵ĸ��M���߹���Ҏ�t��׃��ֻ���ڑ��÷������������Ĵ��a߉,����ϵ�y�ľS�o�������ס�ϵ�y���༈Ͷ���\�н�����,�ܴ�ȡ�����Ůa���˹����sӋ��,ʹ����I�����a��������څ����Ϣ�������ܻ�������ӆ����Ϣ�������Ϣ�����YԴ�s����Ϣ�ɼ��c���H��������һ��ƫ��,����ϵ�y��Ӌ�����Ʋ��ò����˹��{����ʽ,ʹ�����aӋ�������ό��H��Ҫ��
����5���Y���Z���IJ����켈��I������朵��OӋ˼�뽨�������aӋ��ϵ�y���Ñ�����ģ��,�����ÝL�����ڵķ����OӋ�˻���ӆ�ε����aӋ���{���㷨�Լ����������ӷֲ�ʽ���g�OӋ���Ůa��Ϣϵ�y,�������c������ԓϵ�y���\���z���㷨��Q�������и�},ԓ���}���H���ǷǾ���Ҏ�����},���ˑ����z���㷨֮��,߀�����\������Ҏ���ͽ����������㷨,�д����Mһ�����о��͑��á�
���ߣ���ʢ��